


 解決方案 >
解決方案 >
第四部分(fēn)織物(wù)芯輸送帶熱硫化連接工(gōng)藝
解決方案 >
解決方案 >
第四部分(fēn)織物(wù)芯輸送帶熱硫化連接工(gōng)藝
2021-03-31

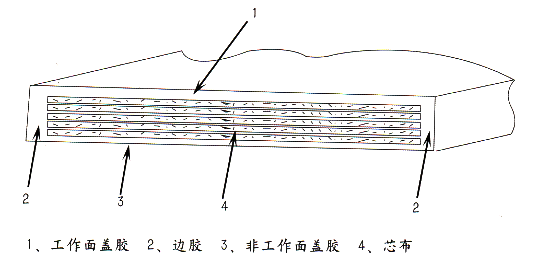
安(ān)裝(zhuāng)到輸送機上的有(yǒu)端輸送帶,需要進行連接成環行。這種連接必須盡量保持 帶的大強度,而且要易于操作(zuò),織物(wù)芯輸送帶的接頭方式主要有(yǒu)機械連接、熱硫化 連接和冷粘合連接三種方式。其中(zhōng)熱硫化連接是現代較為(wèi)理(lǐ)想的膠帶接頭方法,如果 連接适宜,其接頭壽命可(kě)同膠帶本身的壽命相比。接頭可(kě)以在任何一種類型的帶芯材 料上進行,使用(yòng)一種輕便式平闆硫化機提供硫化膠接所需的壓力和溫度。接頭的構造 形式主要取決于膠帶的結構,下面以多(duō)層結構織物(wù)芯輸送帶為(wèi)例進行說明:
多(duō)層結構織物(wù)芯輸送帶結構圖
(一)使用(yòng)工(gōng)具(jù)
1、割膠刀(dāo)2、分(fēn)層刀(dāo)3、剪子4、磨石5、螺絲刀(dāo)6、鉗子7、卷尺8、卡尺 9、溫度計10、壓膠輥11、毛刷12、鋼絲刷13、角研磨機14、粉筆(bǐ)15、電(diàn)動打毛 機16、牽引工(gōng)具(jù)17、畫直線(xiàn)工(gōng)具(jù)
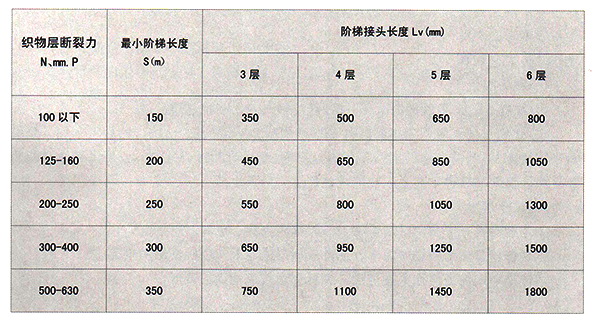
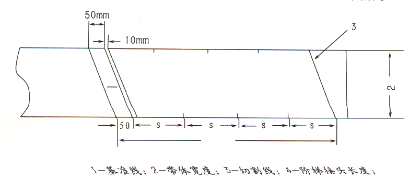
(二)接頭結構與尺寸(多(duō)層織物(wù)芯帶接頭采用(yòng)階梯斜接方式):如圖

注:1一膠帶(上)工(gōng)作(zuò)面蓋膠2—膠帶(下)非工(gōng)作(zuò)蓋膠3—第一層階梯端4一第二層 階梯端5—第三層階梯端6—第四層階梯端7—第五層階梯端8—輸送帶運行方向9 一覆蓋 膠填充、
斜長(cháng)度:La=0. 3B
帶的總接頭長(cháng)度為(wèi).• L=(織物(wù)層數一 1)XS十50十La
L:總接頭長(cháng)度S:階梯長(cháng)度B:帶寬
1、尼龍\聚酯帶接頭尺寸
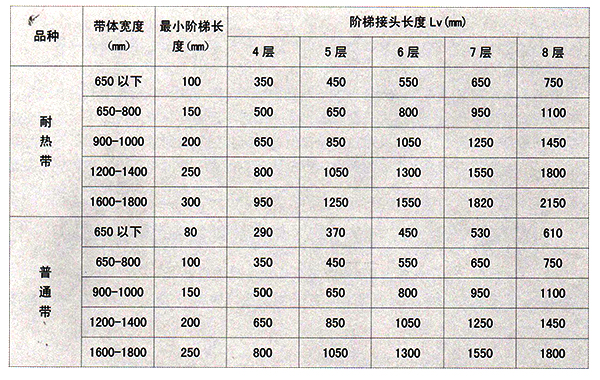
2、以棉帆交織布為(wèi)織物(wù)芯帶接頭尺寸
(三)接頭材料
.蓋膠、貼膠、擦膠、溶劑(120号汽油)、膠漿、其中(zhōng)蓋膠、貼膠應貯存在5—35°C 環境中(zhōng),避免日光、潮濕和熱源及酸、堿、油等其他(tā)對膠料有(yǒu)影響的物(wù)質(zhì),膠料的使 用(yòng)有(yǒu)效期為(wèi)三個月。
(四)接頭工(gōng)藝過程
1、制備膠漿
(1)貼膠(擦膠)與溶劑的配比:120号溶劑汽油:貼膠(擦膠)=3: 1
(2)配制過程,用(yòng)剪刀(dāo)把貼膠片(擦膠)裁成3X3mm左右的小(xiǎo)塊,然後将其投入到裝(zhuāng) 有(yǒu)一定重量的120号汽油的泡膠器具(jù)中(zhōng),浸泡1個小(xiǎo)時後進行攪拌,以後每隔1小(xiǎo)時攪 拌一次。每次20分(fēn)鍾,直至膠料與汽油完全溶融為(wèi)止。
(3)注意事項
泡膠器具(jù)必須清潔,加蓋密封,并遠(yuǎn)離火源、電(diàn)源,防止起火。
制備膠漿過程中(zhōng)切勿将水、油及其他(tā)雜質(zhì)混入,以保證粘着性能(néng)。
使用(yòng)時如發現汽油揮發過大,可(kě)再加适量汽油調節濃度。
用(yòng)于耐熱帶、普通帶接頭。
2、接頭準備:在輸送帶支架上放置一個工(gōng)作(zuò)台跟硫化闆一樣高,如圖

3、階梯剝制與處理(lǐ)
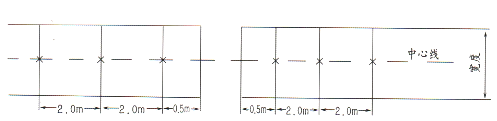
(1)确定中(zhōng)心線(xiàn),用(yòng)(X)符号标出中(zhōng)心點後,畫一條中(zhōng)心線(xiàn)。(标出的中(zhōng)心線(xiàn)超出 接頭2. 5米)如圖所示:
(2 )确定切割線(xiàn)、基準線(xiàn)、斜裁線(xiàn)。
從膠帶兩側沿切割線(xiàn)量出階梯長(cháng)度(S),在第一層階梯上面基準線(xiàn),并以此階梯基 準,_側間隔1 0 mm,一側間隔5 0 mm,分(fēn)别lij兩條平行線(xiàn)。如圖所示:
(3)沿切割線(xiàn)裁切膠帶。
(4)沿着裏外兩條平行線(xiàn)切割覆蓋膠,應當小(xiǎo)心,不要劃傷第一層膠布。
(5)在膠帶兩邊15mm處分(fēn)别畫線(xiàn),然後沿着每條線(xiàn)裁切覆蓋膠。
(6)用(yòng)螺絲刀(dāo)從膠帶一側撬開覆蓋膠(注意不要傷到布層)用(yòng)扁嘴鉗或鋼絲鉗剝除 60mm寬膠條。
(7)在第一層布上重新(xīn)畫上基準線(xiàn),并沿此線(xiàn)裁割第一層布,注意不要傷到第二 層帶芯。
(8)用(yòng)螺絲刀(dāo)撬開第一層布,利用(yòng)夾具(jù)沿縱向一次将100-200寬的上覆蓋膠和第一 層布剝離,直至全部剝離。
(9)在第二層布上畫基準線(xiàn),沿此線(xiàn)切割第二層布(不要劃傷第三層布)用(yòng)螺絲刀(dāo) 撬開第二層布端部,然後用(yòng)剝離第一層布的方法将第二層布全部剝離。
(10)以下依此類推,當隻剩下兩層布要處理(lǐ)時,把帶接頭端向上翻起,使下蓋膠 朝上展開,下蓋膠在一50mm寬的基準線(xiàn)上,沿此基準線(xiàn)切割下覆蓋膠(不要傷到膠 布)。利用(yòng)工(gōng)具(jù)将下覆蓋膠條剝掉。
(11)将帶的另一端折起,使其非工(gōng)作(zuò)面朝上,采用(yòng)上述畫線(xiàn)和操作(zuò)方法對此帶端 進行處理(lǐ)(注意基準線(xiàn)斜度和階梯長(cháng)度要與另一端相吻合)。
(12)将膠帶兩頭對接起來,保證每層階梯與對應的另一階梯配合一緻,對應布層 無任何搭接,并允許有(yǒu)輕微空隙,然後在膠帶接頭兩端标出位于中(zhōng)心上的兩個點,兩 點間隔500mi,并保證兩接頭端的四個點在一條中(zhōng)心線(xiàn)上。
(13)用(yòng)打磨機對膠帶的接頭端兩邊及斷面進行打磨,并向外打磨50mm (注意不要 傷到布層)
(14)打磨後要對接頭端清理(lǐ)幹淨,除去膠粉和雜物(wù)。
(15)在剝離面均勻塗刷膠漿兩遍,應用(yòng)稠的膠漿塗第一遍,完全幹後塗第二遍。
4、接頭硫化
(1)待第二遍膠漿幹後(以不粘手為(wèi)準)在剝離面階梯上鋪上貼膠,邊膠部鋪上蓋 膠并壓實,然後在其上面鋪上一層聚乙烯薄膜。
(2)将帶的兩端搭接在一起,再次檢查所有(yǒu)的階梯對應情況及四個中(zhōng)心點是否在 一直線(xiàn)上,有(yǒu)缺陷的要用(yòng)蓋膠或貼膠補好。
(3)檢查完畢後,小(xiǎo)心取出聚乙烯薄膜(注意不要使帶子移動)。然後兩端互相搭接,并用(yòng)¥輥将其壓緊,以便除去氣泡。
(4)将封口端處理(lǐ)幹淨,用(yòng)貼膠、蓋膠補好并用(yòng)手輥壓實。
(5)硫化條件:
模條小(xiǎo)于帶體(tǐ)厚度0. 5mm
單位硫化壓力:2MPa
硫化溫度:145±2°C
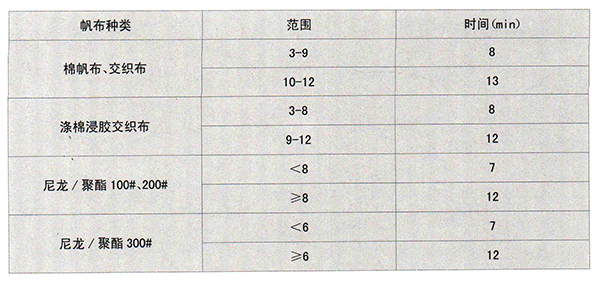
硫化時間:基本硫化時間+膠帶厚度X 1 m i n / mm
基本硫化時間表
(6)硫化完畢後,冷卻加熱平闆,将溫度降到70°C以下卸掉壓力。
(7)測量接頭部位厚度,檢查四個中(zhōng)心點是否在同一直線(xiàn)上。

微信公(gōng)衆号
視屏号