


 解決方案 >
解決方案 >
第三部分(fēn)輸送帶的修理(lǐ)
解決方案 >
解決方案 >
第三部分(fēn)輸送帶的修理(lǐ)
2021-03-31

(一)修理(lǐ)的意義和範圍
輸送帶是輸送機的關鍵部件,由于使用(yòng)條件惡劣、濫用(yòng)、疏忽或意外事故原因造 成的膠帶損壞更換膠帶和停機損傷費用(yòng)是驚人的。如能(néng)及時修理(lǐ),可(kě)以控制破壞擴大, 減少停機損失,提高膠帶使用(yòng)壽命,其經濟意義無疑也是巨大的。
一般輸送帶的損傷缺陷都是可(kě)以修理(lǐ)的,但需要正确估計其效果。當織物(wù)芯輸送 帶蓋膠磨損接近極限,蓋膠破損和撕裂每米7處,穿孔15到17個,橫向撕裂(穿孔)達到 三分(fēn)之一帶寬,帶的強度降低40%時必須把損壞區(qū)段割掉,重新(xīn)接上。
随着膠帶強力等級的提高,膠帶價格顯著提高。膠帶的吃力部分(fēn)是芯層,如果破 損膠帶的芯體(tǐ)尚完好無損,則應考慮修理(lǐ)利用(yòng)的可(kě)能(néng)性。特别是那些大量使用(yòng)輸送帶 的工(gōng)礦企業,建立一個适當的輸送帶修理(lǐ)工(gōng)段、車(chē)間或是工(gōng)廠是大有(yǒu)好處的。
(二)修理(lǐ)的基本方法
輸送帶的修理(lǐ)可(kě)分(fēn)為(wèi)計劃停機修理(lǐ)和應急修理(lǐ)兩種類型。計劃停機修理(lǐ)可(kě)根據損 壞的大小(xiǎo)數量、範圍、在機上修理(lǐ)或卸下轉至車(chē)間修理(lǐ)。應急修理(lǐ)多(duō)在機上進行,以 使出故障的輸送機迅速重新(xīn)進行,這主要是指接頭斷裂和縱向撕裂。
适當的修理(lǐ)工(gōng)藝有(yǒu)機械的卡子連接,冷粘和熱硫化。
1、機械連接
輕型、中(zhōng)型織物(wù)芯膠帶縱橫向撕裂修理(lǐ)采用(yòng)II形卡子連接是合适的。如果使膠帶 盡快重新(xīn)投入使用(yòng)比壽命方面的考慮更重要,機械修理(lǐ)正好有(yǒu)快速的優點。
2、冷粘和硫化修理(lǐ)
冷粘和硫化修理(lǐ)的操作(zuò)方法是基本相同的,首先清理(lǐ)帶子表面髒物(wù),擦拭幹淨, 用(yòng)粉筆(bǐ)畫出修理(lǐ)部位,劃出并切割成圓形、菱形或長(cháng)方形、正方形斜口,以減少補墊 的脫層。剝離蓋膠和損害的芯布層,直到未損壞的帶芯層,并制作(zuò)成階梯式切口。然 後打磨形成比較平整的粗糙的加工(gōng)表面,塗膠漿分(fēn)層貼補修補材料,其要求與帶的粘 合連接基本是一緻的。冷粘與熱硫化需要差不多(duō)同樣的準備時間,但可(kě)省去硫化必需 的固化時間。如果膠帶有(yǒu)許多(duō)小(xiǎo)塊破損而又(yòu)不易接受處理(lǐ)時粘是可(kě)取的。但必須認識 到冷粘在大面積修理(lǐ)時,不能(néng)得到硫化那樣的結合強度。冷粘修理(lǐ)需在空氣溫度高于 1 7攝氏度的幹燥環境下進行,帶水膠帶或環境濕度過高對粘接質(zhì)量有(yǒu)不良影響。
熱硫化修理(lǐ)時,使用(yòng)未硫化的蓋膠、芯膠、膠布和膠漿,這些材料可(kě)利用(yòng)硫化接 頭的剩餘品,或向有(yǒu)關工(gōng)廠購(gòu)置。檢查剩餘材料是否合格變質(zhì)的簡易方法是看這些材 料是否被汽油溶解,擦上汽油是否有(yǒu)粘性。熱硫化修理(lǐ)用(yòng)膠漿,可(kě)将芯膠,緩沖膠用(yòng) 剪子剪碎放在容器中(zhōng),加入汽油浸泡一定時間後攪拌均勻即可(kě),膠與汽油之比約在 1 : 3 -4之間。冷粘修理(lǐ)材料主要有(yǒu)冷硫化膠漿,硫化的不同厚度的膠闆和帶芯 膠布(可(kě)從成品帶上割取)。常用(yòng)的冷硫化膠漿是氯丁膠型的,使用(yòng)前要摻入列克那 (JQ1)膠液(參照冷粘接頭說明)。
3、車(chē)間修理(lǐ)
一般來說,不論是機械卡接,還是冷粘與熱硫化都可(kě)以在機上進行修理(lǐ)工(gōng)作(zuò)。然 而,大型膠帶輸送機系統的使用(yòng)者會發現,要在輸送機上進行全部膠帶修理(lǐ)是不可(kě) 能(néng)、不實際的,因為(wèi)預定的停機時間損失比更換損壞膠帶的損失還大,則應更換損壞 段膠帶,而将其轉入工(gōng)廠或車(chē)間修理(lǐ)與翻新(xīn)。
修理(lǐ)車(chē)間的主要設備有(yǒu):膠帶清理(lǐ)裝(zhuāng)置、打磨機、破舊蓋膠剝離要、切割機、平 面銑床、刨床、修理(lǐ)工(gōng)作(zuò)台,膠帶導開及卷闆裝(zhuāng)置、固定的與活動的硫化壓力機等。
(三)織物(wù)芯輸送帶的修理(lǐ)
1、蓋膠破損的修理(lǐ)
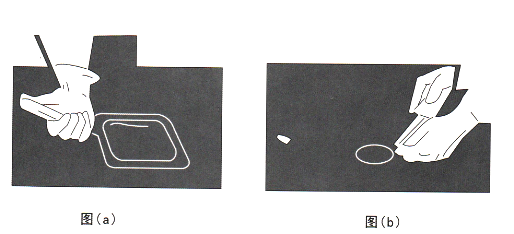
(1)根據蓋膠破損狀态可(kě)作(zuò)圓形或菱形修補,沿破損輪廓四周至少15到20毫米,劃 出切割修補線(xiàn),如圖a,b,以45度角斜切并剝去已損壞的蓋膠,切割時注意不要損壞 下面的布層。
(2)準備修補膠片,大小(xiǎo)與切割面吻合,厚度與原蓋膠一緻(如厚度不夠可(kě)多(duō)層貼 合)四周邊切成斜口(冷粘用(yòng)已硫化的膠片,熱修用(yòng)未硫化膠片)。
(3)修補處及補片打毛,清除膠屑雜質(zhì),在修補處及補片上塗刷膠漿,冷粘至少塗 刷兩遍,并充分(fēn)幹燥。
(4)貼合修補膠片并充分(fēn)滾壓牢實。周邊存在的多(duō)餘膠邊用(yòng)片刀(dāo)輕輕片切平整。
(5)如熱修補即可(kě)進行硫化,條件可(kě)參考硫化接頭。
2、帶芯織物(wù)層破損修理(lǐ)
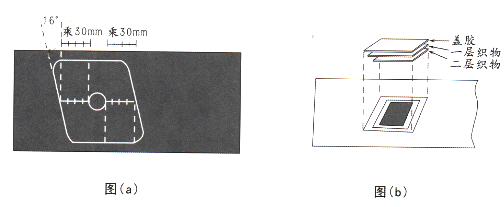
檢查破損面積大小(xiǎo),及布層損壞的層數,一般破口不超過帶寬的20%。
标記劃出修補部位尺寸,面積按布層數乘30毫米計算,如圖a、b為(wèi)四層破損 4X30=120 毫米。
分(fēn)層切割剝離成階梯式切口,然後打毛逐層刷漿貼補膠布和蓋膠,壓牢。
在膠帶的返回面,四周至少大50毫米;劃線(xiàn)打磨刷漿粘補蓋膠,滾壓牢實。
3、帶的縱向撕裂及膠帶寬度2 0 %以内的邊緣撕裂修理(lǐ)
帶的縱向撕裂,一般隻需按帶織物(wù)層的一半進行分(fēn)段。按下述方法劃出修補尺寸。
縱向方向:(需替換層數+ 1 ) x 5 0毫米
橫向方向:(需替換層數+ 1 ) x 3 0毫米
計算的尺寸是從撕裂兩端和撕裂的兩邊測定和标記,如圖:
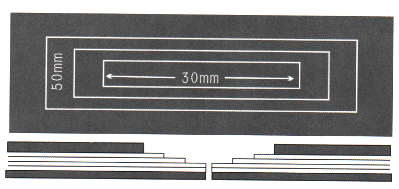
縱向和邊緣撕裂的操作(zuò)程序與帶芯布層破損的修補方法基本是一緻的,但邊緣的 修補在邊緣上應粘上垂直膠條。

微信公(gōng)衆号
視屏号