 解決方案 >
解決方案 >
第二部分(fēn)輸送帶的保養和維護
解決方案 >
解決方案 >
第二部分(fēn)輸送帶的保養和維護


 解決方案 >
解決方案 >
第二部分(fēn)輸送帶的保養和維護
解決方案 >
解決方案 >
第二部分(fēn)輸送帶的保養和維護
2021-03-31

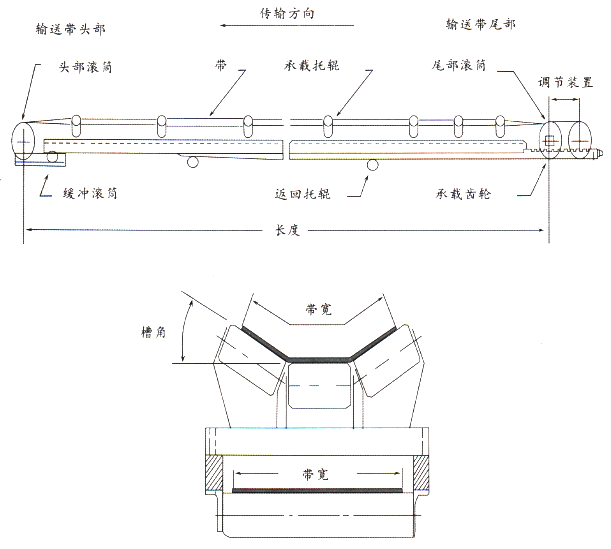
(一)輸送機各部件的名(míng)稱
帶式輸送機的各個部件如下圖,這些部件如能(néng)經常保持正常狀态,就能(néng)延長(cháng)輸送帶的使用(yòng)壽命。
但是實際生産(chǎn)中(zhōng),這些部件未必都能(néng)經常保持完好,因此經常引起輸送帶過早地損壞,但人們卻往往誤認為(wèi)這是由于輸送帶本身質(zhì)量不好造成的。
(二)輸送帶的定期檢查和保養
如能(néng)按下述方法要求定期檢查與保養,運行中(zhōng)的輸送帶提供長(cháng)久的使用(yòng)壽命。a)承載點:承載點是輸送帶易損壞的部位,帶速以及對輸送帶運行有(yǒu)關的物(wù)料塊度,沖擊力和承載運行的方向都是應注意的重要因素。裝(zhuāng)料斜槽接收端的寬度應足夠大。
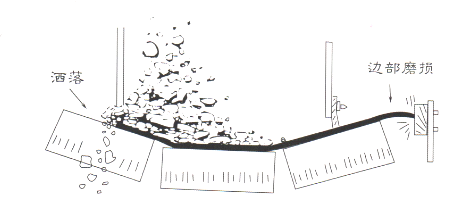
在輸送帶運行方冋成夾角點上裝(zhuāng)載物(wù)料隻會加劇膠帶表面的磨損,物(wù)料在對膠帶的沖擊,偏離中(zhōng)心的加料,會使膠帶沿着旋轉的托輥向另一邊上爬而跑偏,導緻膠帶邊緣損壞。如下圖:
對比重大,棱角尖銳的物(wù)料,在快速運行的膠帶上緩慢移動,也會劃破和磨損帶面,減少這種磨損的一般方法是,先把粉狀物(wù)料放入膠帶,接着再裝(zhuāng)入大塊物(wù)料,這樣粉狀物(wù)料就起着緩沖墊的作(zuò)用(yòng),從而保護了膠帶。
在進料溜槽處設置一定間距的篩條,細碎物(wù)料通過篩條的縫隙先落到膠帶上形成個墊層,大塊物(wù)料經過篩條降速後,緩慢地落到墊層上,這樣就減少了物(wù)料對膠帶的沖擊。如下圖:
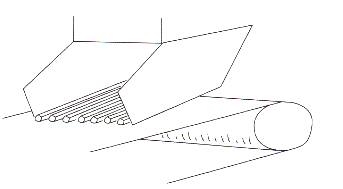
以上辦(bàn)法對裝(zhuāng)載點緩沖托輥和機架來說起到了輔助緩沖作(zuò)用(yòng)。因此,必須經常對這些裝(zhuāng)置進行維護以保持篩條完好整齊。
導料槽亦是膠帶表面磨損原因,它越是靠近膠帶磨損就越厲害。無論有(yǒu)無物(wù)料,導料槽都不能(néng)與膠帶接觸,在膠帶進行方向上,全部導料槽底部邊緣與膠帶間應有(yǒu)定的間隙,能(néng)容得下細碎的物(wù)料,從而使膠帶運行阻力小(xiǎo)些。通常在導料槽下部邊緣裝(zhuāng)上橡膠材料作(zuò)成的擋邊,這樣可(kě)限制和減少粉狀物(wù)料在導料槽下部邊緣溢岀,當橡膠擋邊用(yòng)壞時,應及時更換。如下圖:

在裝(zhuāng)載點,裝(zhuāng)置的固定部分(fēn)與膠帶表面不應出現接觸,也不容許物(wù)料在溜槽或導 料槽内卡住。
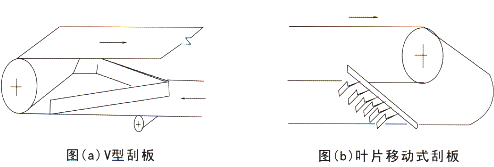
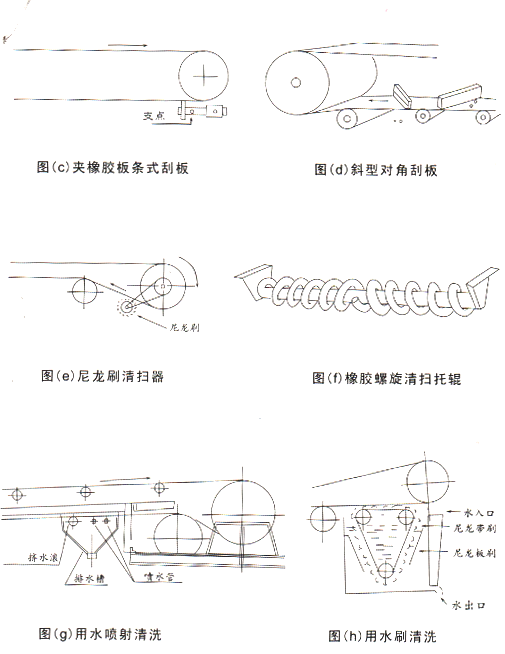
(B)清潔:必須實行特别的保護以保持所有(yǒu)輥筒和托輥的表面清潔,在設備上如 有(yǒu)物(wù)料堆積及油污、油垢等都會對運行和帶子本身具(jù)有(yǒu)破壞性影響。保持返回輥筒和 緩沖輥筒清潔要求帶子進入返回運行時是清潔的。
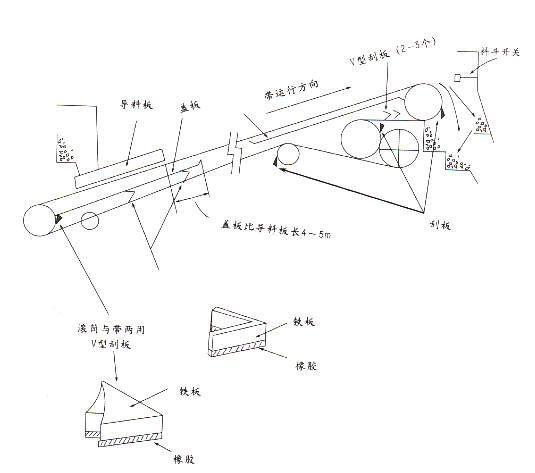
輸送帶清潔裝(zhuāng)置一般多(duō)使用(yòng)刮闆式、旋轉刷式、螺旋滾式及水清洗式等。它們是 輸送機裝(zhuāng)備附件中(zhōng)重要的附件之一。這些裝(zhuāng)置可(kě)以避免許多(duō)發生于輸送帶上而不應 有(yǒu)的事故。清潔裝(zhuāng)置安(ān)裝(zhuāng)方法适宜,維護管理(lǐ)得當就會百分(fēn)之百地發揮作(zuò)用(yòng)。相反, 就會損傷輸送帶。因此應充分(fēn)注意,經常檢查,保持完善,各種清潔裝(zhuāng)置。
如圖(a—h):
(C)輥筒:所有(yǒu)輥筒都應該轉動靈活。輥簡直徑選擇不當,對帶子使用(yòng)壽命有(yǒu)不 良影響f如果輥筒上有(yǒu)許多(duō)附着物(wù),就會導緻輸送帶跑偏,蓋膠異常磨損和帶芯局部 疲勞甚至破裂。因此應經常檢查及時清除。
驅動輥筒包膠護套是為(wèi)了改進磨擦系數降低側張力,減少濕條件下引起的打滑, 防止物(wù)料堆積。膠套開槽改進套上和帶子上的清潔作(zuò)用(yòng),延長(cháng)輥筒壽命。當輥筒外包 膠套異常磨損時,應盡快更換。
(D)上、下托輥:應嚴格遵守托輥的管理(lǐ)及塗黃油的規定。這樣做可(kě)以保護輸送 帶,減少施加于輸送帶的張力。檢查托輥時,應清除附在托輥表面上的異物(wù),特别是 注意下托輥,附着物(wù)有(yǒu)時會導緻輸送帶跑偏,造成帶邊損傷。同樣損壞了的和不轉動 的托輥會導緻帶子的局部磨損及跑偏。因此,損壞了的和經修理(lǐ)不轉動的托輥,就必 須及時更換新(xīn)托輥。
注:油不能(néng)過量,一旦過量,漏到輸送帶上的黃油和潤滑油就會使不耐油的橡膠 變軟膨脹脫層剝落。
上托輥的位置不同及傾斜彎曲部位(曲率半徑)設置不當,會使帶子産(chǎn)生異常屈撓 疲勞,從而使帶子背面磨損及縱裂,引起皺紋◊托輥隆起時,往往會使帶子在運行中(zhōng) 浮動而灑落被運物(wù)料,導緻帶子損傷,所以必須及時校正。如能(néng)進行定期檢查管理(lǐ), 可(kě)以防止事故發生,這樣不僅能(néng)合理(lǐ)使用(yòng)輸送帶,也同時減少托輥的消耗,降低能(néng) 耗,降低成本。
(E)張緊裝(zhuāng)置:檢查張緊裝(zhuāng)置能(néng)否動作(zuò),行程大小(xiǎo),導向架滑動狀況是否良好, 定期向導向架注油。行程不足,會導緻張緊裝(zhuāng)置完全降落。檢查張緊力大小(xiǎo)是否合 适,張力過大,加快輸送帶疲勞,從而增大輸送帶的伸長(cháng)率,導緻不得不将輸送 帶剪短。張力過小(xiǎo).帶子在驅動輥筒部位打滑,或増大帶子在托輥間的屈撓,兩樣加 快帶子磨損。因此,應及時校正平衡重位置和小(xiǎo)距離。同時還應檢查在張緊裝(zhuāng)置上 設置的防止物(wù)料落入的蓋闆,金屬網或筒罩是否完善,發揮防護作(zuò)用(yòng)。
(F)輸送帶:定期檢查輸送帶本身故障并及時處理(lǐ),是防止發生意外事故和提高 帶子使用(yòng)壽命的重要措施,輸送帶的檢查包括上下表面損傷,帶邊損傷,帶芯骨架損 傷和接頭,首先應檢查的是接頭部位,看是否有(yǒu)脫扣、開膠、分(fēn)層、開口、位移、偏 斜等現象。發現的破損現象即使較小(xiǎo),也應在未擴大之前盡早的進行簡單的部分(fēn)修 補,當破損相當大時,應立即停車(chē)進行徹底修補,或者先進行緊急修補,再盡快的進 行大修,破損嚴重則必須更換。
(三)輸送帶在使用(yòng)中(zhōng)出現的故障,原因及對策
(a)輸送帶在輸送機某一部位單方向跑偏
Ⅰ.輸送架彎曲所緻。應挂線(xiàn)檢查彎曲,調整直線(xiàn)度和水平度Ⅱ!.跑偏部位以前的幾個托輥與輸送帶運行方向不垂直所緻,需把輸送帶跑偏側的托輥端向輸送帶運行方向傾斜
Ⅲ.托輥上有(yǒu)塊狀附着物(wù)所緻。需搞好保養,并安(ān)裝(zhuāng)刮闆及其它清掃裝(zhuāng)置。
Ⅳ,托輥轉運不良所緻。需搞好保養,加強潤滑,若托輥螺栓松動,應擰緊V.尾部或頭部托輥的中(zhōng)心偏,或者在帶輥筒上有(yǒu)塊狀附着物(wù)。要調整帶輪中(zhōng)心,安(ān)裝(zhuāng)刮闆,去掉塊狀附着物(wù)
Ⅵ.投料裝(zhuāng)置不适合所緻。需校正投料裝(zhuāng)置的位置。
(b)輸送帶的特定部位在機體(tǐ)全長(cháng)範圍上跑偏Ⅰ.輸送帶接頭處直線(xiàn)度不足所緻。應修理(lǐ)接頭,改善接頭附近帶體(tǐ)直線(xiàn)度Ⅱ1.輸送帶本身直線(xiàn)度不足所緻,輸送帶局部有(yǒu)輕微直線(xiàn)度不足現象時,一般是負
載運轉數日适應後即能(néng)自行校正;少數情況下,需要修正或修理(lǐ)輸送帶;需要使用(yòng)自動調中(zhōng)心輥,在靠近尾部輥筒返回一側安(ān)裝(zhuāng),以使物(wù)料在中(zhōng)央部位運載
(c)輸送帶全體(tǐ)跑偏
I.輸送帶機架彎曲所緻,應檢查調整輸送機全長(cháng)範圍的直線(xiàn)度和水平度Ⅱ.物(wù)料裝(zhuāng)載位置不正所緻,即物(wù)料塊在輸送帶上左右不均,重量不平衡,應改進投料裝(zhuāng)置。
Ⅲl有(yǒu)時跑偏,有(yǒu)時不跑偏,這多(duō)半是由于從一側刮來的風所影響的。應安(ān)裝(zhuāng)防風罩和自調中(zhōng)心輥。
Ⅳ.一側托下降所緻。應把左右托輥調到一個高度。
(d)輸送帶運行不平穩,即不固定跑偏。輸送帶太硬,以緻使用(yòng)初期成槽性不好導緻
跑偏,一般是使用(yòng)數日之後即能(néng)清除:若使用(yòng)長(cháng)時間仍有(yǒu)此現象,則應安(ān)裝(zhuāng)自動調中(zhōng)心
輥,不可(kě)調正時需要更換輸送帶。
(e)上蓋膠出現劃傷,撕裂,剝離,異常磨損等現象。
I.擋闆的長(cháng)度不足所緻,應将擋闆長(cháng)度調整放長(cháng),直到輸送帶上的物(wù)料穩定為(wèi)止
Ⅱ.擋闆開度不足所緻。擋闆開度應該是輸送帶寬度的2/33/4,塊狀物(wù)料時應
窄一些。檔闆是對着運行方向呈扇形,并能(néng)調整開度大小(xiǎo)Ⅲ.輸送帶和擋闆間隔不合适。先把擋闆的輸送帶運行方向一側與輸送帶相接觸,之後慢慢加大間隔到适當的位置,以堿少擋闆對輸送帶的啃傷。
Ⅳ.擋闆的材質(zhì)不合适所緻。擋闆材質(zhì)過硬,或者使用(yòng)舊輸送帶而帆布露出,以
緻直接與輸送帶接觸,應更換成合适的橡膠擋闆。
Ⅴ.投料方向不合适,即物(wù)料落下的方向與輸送帶運行方向不同,以緻産(chǎn)生橫向力,使輸送帶跑偏或受損傷。應調整投料方冋。
Ⅵ.物(wù)料的投料角度和落差不合适所緻。應減少角度,使物(wù)料落在輸送帶上不彈跳。落差大而輸送帶受到很(hěn)大沖擊時,應加補鐵闆、鐵棍、鏈條等,以減小(xiǎo)投料時的
速度。
Ⅶ。物(wù)料的投放速度不對所緻。由于物(wù)料的投放速度和輸送帶的速度調整得不好,物(wù)料落在輸送帶上的瞬間打滑,由此磨損上蓋膠時,要調整投料速度,使之與輸送帶速度一緻。
Ⅷ.返回輥不幹淨,不轉動或沒調整好,由此上蓋膠全長(cháng)發生異常磨損,應采用(yòng)
如下方法:安(ān)裝(zhuāng)清掃器;清洗輸送帶;在返回輥上安(ān)裝(zhuāng)橡皮套;修理(lǐ)或更換返回輥。
(f)下蓋膠嚴重磨損
Ⅰ.輸送帶在驅動輥筒上打滑所緻,應檢查張力是否正常,并适當加大張力。另外,為(wèi)了防止打滑,在驅動輥筒上安(ān)裝(zhuāng)橡皮套或使用(yòng)壓緊輥筒來增大包角。
Ⅱ.成槽托輥過于傾斜所緻,應加以調整使之與輸送帶方向成直角,誤差不要超過2度。
Ⅲ.托輥轉動不良所緻。應搞好維修,加強潤滑。Ⅳ托輥及輥筒表面狀态不良所緻。托輥和輥筒破損,有(yǒu)附着物(wù),或者膠面帶輪上的螺釘突岀時,要進行修理(lǐ),還要安(ān)裝(zhuāng)清除附着物(wù)的擋闆。
(g)輸送帶的邊緣損傷
Ⅰ.輸送帶邊膠在輥筒上或其附近打折或者彎曲所緻。首先要檢查輸送帶是否跑偏,并進行修理(lǐ),加大機體(tǐ)橫方向餘量。
Ⅱ.頭部輥筒前的第一成槽托輥離頭部輥筒過近或過高所至,需要調整托輥位置
(h)輸送帶伸長(cháng)過大。這是張力過大所引起的。
Ⅰ.不改變輸送量而加大輸送帶速度;
Ⅱ.用(yòng)同一速度,但減少輸送量;
Ⅲ.使托輥轉動良好,盡量減少輸送帶運行時的負荷;
Ⅳ.盡量減少張緊負荷;
V,用(yòng)膠面輥筒或增加包角,以改善驅動效率,減少張力。
(i)輸送帶的帶芯受損傷
Ⅰ.輸送帶受到物(wù)料塊飛落沖擊所緻,應改進投料裝(zhuāng)置減少沖擊,另外,可(kě)使用(yòng)緩沖輥筒。
輸送帶與輥筒之間擠夾着物(wù)料,以緻啃傷輸送帶,應在尾部輥筒附近回側安(ān) 刮闆;在托輥和返回輥之間插入鐵蓋闆。
y III•輸送帶跑偏并挂在機體(tǐ)的某處所緻,有(yǒu)時甚至會導緻縱向撕裂,應采取前述 各項防止輸送帶跑偏措施。
IV.在投料部位挂有(yǒu)鐵塊所緻,需除去鐵塊,并在這類故障發生較多(duō)處,使用(yòng)金 屬檢驗或磁力分(fēn)離器裝(zhuāng)置。
(j) 下蓋膠膨脹
托輥注油過多(duō),或從機體(tǐ)其它部位滴落油和潤滑脂所緻,應搞好保養,減少潤滑 油用(yòng)量,并使油封完好。
(k) 接頭斷裂
I •接頭卡子選錯或固定不牢所緻,應改用(yòng)合适的卡子,定期檢查接頭部位,把 卡子固定好。
II.張力過大所緻,應檢查核對輸送帶張力,采取如前述的解決辦(bàn)法。
III.改用(yòng)硫化接頭。
(L)蓋膠與布間有(yǒu)異物(wù)膨脹。這種現象可(kě)能(néng)的原因很(hěn)多(duō),應在膨脹部位擴展前迅速 進行修理(lǐ)。

微信公(gōng)衆号
視屏号